
SPL270 – Abbundens evolution

Första "Abbund"-maskinen
Första försöket att bygga en "abbund"-maskin resulterade 1982 i en maskin bestående av en såg och en rullbana med klappanslag. Sågen positionerades i vinkel och centrumlinje men längdpositioneringen fick ännu skötas manuellt genom att knuffa arbetsstycket mot något av klappanslagen.
Anslagen ställde operatören i förväg in på lämpliga positioner med hjälp av en måttskala. När materialet skulle kapas fälldes önskat anslag ned och materialet knuffades mot anslaget innan sågsnittet utlöstes. Maskinen kunde även utrustas med borr och fräs enheter.

SPL 270-1
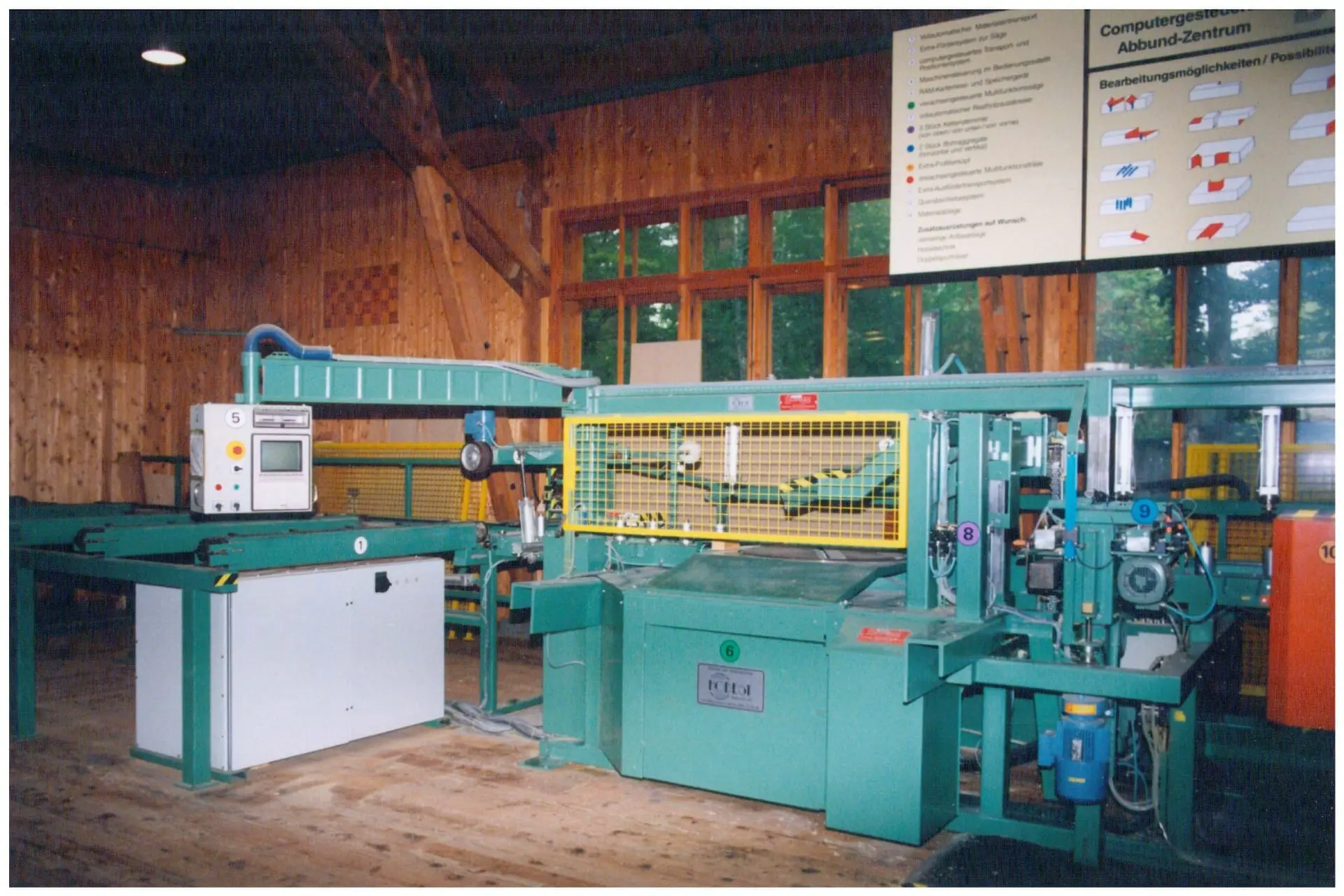
Den första riktiga "abbund"-maskinen presenterades först 1984. Maskinen var utrustad med ett riktigt styrsystem för automatisk positionering av arbetsstycket. Med hjälp av ett mindre tangentbord och en monitor kund bearbetningarna programmeras och sparas på maskinen.
Anläggningen var i grundutförandet bestyckad med en gripare för positionering av arbetsstycket, en såg som positionerades i vinkel, centrum och lutning, samt en fräs och en borrenhet. De flesta anläggningarna försågs med extra bearbetningsutrustning som t.ex. hak fräsar, plattfräsar, tappfräsar, markeringsenheter och extra borraggregat. Det gjorde även några maskiner för blockhus tillverkning. Maskinerna förbättrades kontinuerligt och automationsgraden ökades succesivt.

SPL 270-2
1988 togs ett nytt styrsystem fram med möjligheten att hantera RAM-kort. Burmek utvecklade ett kontorsprogram som kunde användas för att skapa och spara produktionsprogram på RAM-kort. RAM-korten kunde därefter pluggas in i maskinen där bearbetningsprogrammen kunde läsas in för produktion.
Med detta gavs också möjlighet att generera produktionsprogram direkt i CAD-systemet för att sedan läsa in koden direkt i maskinen. SPL270-2 maskinen fick också ett nytt positionerings-system eftersom företaget Hunddegger sökt och fått patent på den lösning som Burmek använt i SPL270.1-maskinen.
SPL 270-3
SPL 270-2 ersattes 1989 med SPL 270-3 som hade ett nytt positioneringssystem och ett traditionellt sågbord.
Maskinen fick också ett nyutvecklad fräs-enhet som kunde positioneras automatiskt i tre dimensioner. Automationsgraden höjdes åter igen.

SPL 270-4
1994 såg en ny skapelse dagens ljus. SPL270-4 fick en modern PLC-styrning med möjlighet att läsa disketter eller anslutas på nätverk för hantering av produktionsfiler. SPL 270-4 maskinen kunde också beställas med en "pyramid"-fräs som klarade att fräsa "Grad"- och "Kehlkerven".
Maskinen var försedd med ett antal pneumatiska stopp, som manuellt placerades på en styrskena med hjälp av en skala. I produktionen aktiverades det önskade nedfällningsstoppet och arbetsstycket pressades mot stoppet innan sågsnittet utfördes.